统赢PressCAD线割孔斜度说明
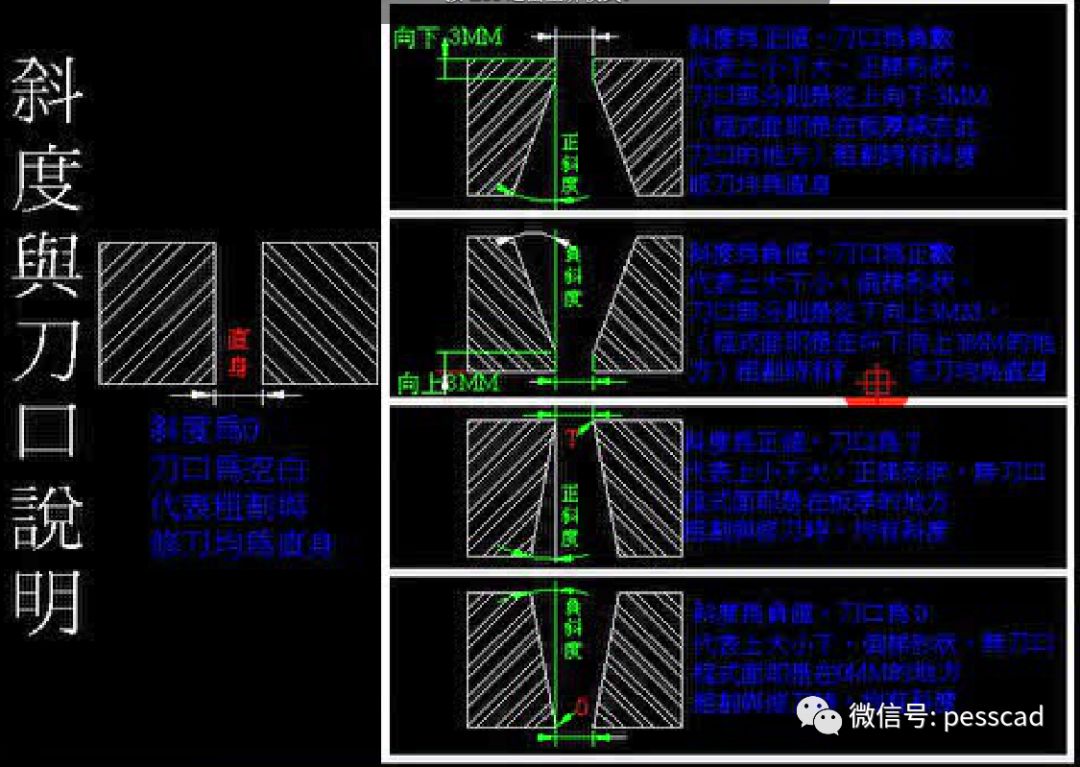
【斜度】:用以指定刀口加工斜度值,且粗割时为斜割,修刀时为直修与路径切割方向有关。
(1). 斜度值为正值,表沿线割方向,切割路径斜度向右,即当顺时针切割方向时,正值表示上小下大。当逆时针切割方向时, 正值表示上大下小。
(2). 斜度值为负值,表沿线割方向,切割路径斜度向左,即当顺时针切割方向时, 负值表示上大下小。当逆时针切割方向时,负值表示上小下大。
【注】:一般来说,斜度切割方向可以根据实际情况和加工习惯来决定
例1. 加工斜度值设为正值时的含义:
斜度值设为正值,表沿线割方向切割路径斜度向右
【刀口高度】:
用以设定主程序面(刀口)的位置,以三菱机台为例:
Z1值控制XY轴平面所在的位置,指工作台到主程序面间距离。 Z5值控制UV轴平面所在的位置,指工作台到子程序面间距离
A:当设定值为负值(假设为-d)时,表示主程序面位置在Z1=板厚-d处。
B:当设定值为 0,主程序面位置在模板下底(即Z1=0时)。
C:当设定值为 T,主程序面位置在模板上表面(即Z1=T时)。
D:当设定值为空白时,则无刀口,切割直身孔。
【注】:
【刀口高度】栏设0或T时,若【斜度】栏有设定斜度值时,线割形式为斜割斜修;否则为割斜修直.
统赢PressCAD线割孔间隙设定说明
【间隙】:
输入加工的间隙值,程序会自动计算处理间隙值,补正值,补正编号的关系,现场操作员完全可不理会它们之间的操作。
1.间隙值:指模具组立时考虑零件与模板配合的公差要求。
2.标准补正值:指不考虑间隙时的补正值。
3.加工补正值:标准补正值和间隙值之间运算结果。
4.加工补正值的运算规则:
A.模孔:标准补正值“减去“间隙值。
B.冲块(入子):标准补正值“加上“间隙值。